| Дмитрий | Дата: Воскресенье, 12.01.2020, 13:28 | Сообщение # 1 |
 Генерал-майор
Группа: Администраторы
Сообщений: 353
Репутация: 5
Статус: Оффлайн
| Здравствуйте. Извините что обращаюсь к вам с таким вопросом, но уже замучился искать ответы интернете. Если не сложно помогите. Есть такая
фреза и такой станок, максимум вращение шпинделя 18000, режу на этих
оборотах ЛДСП со скоростью 5000мм/м. При этом даже если фреза абсолютно
новая, стабильно появляются сколы и чем дальше тем сильнее. В чем может
быть причина?
Фреза Diamaster pro 810.040.001
Загрузка станка высокая иногда по 300 деталей в день отдавать приходится.


|
| |
| |
| Дмитрий | Дата: Воскресенье, 12.01.2020, 13:36 | Сообщение # 2 |
|
Генерал-майор
Группа: Администраторы
Сообщений: 353
Репутация: 5
Статус: Оффлайн
| Здравствуйте. К сколам при обработке ЛДСП может приводить ряд факторов:
1.Неправильные режимы обработки.
В вашем случае измените попутное фрезерование на встречное, также конкретно для вашего станка немного уменьшите рабочую подачу до 4000мм/м. Обработка по толщине - за один проход.
2. Биение фрезы.
Ряд факторов, таких как износ цанги, износ подшипников шпинделя, могут приводить к биению фрезы, что в свою очередь приводит к падению чистоты обработки (сколы).
Цитата К сожалению, не все производственники знают, что цанги также нужно периодически менять, так как при длительной эксплуатации посадочное
отверстие цанги изнашивается, что приводит к усилению биения фрез и, как
следствие, их быстрому затуплению. Менять цанги нужно не реже раза в
год при двухсменной работе, а при использовании алмазных фрез - еще
чаще, поскольку у качественных алмазных фрез обязательно есть
полированные хвостовики, и у таких фрез, в отличие от твердосплавных, в
результате действия сил трения сцепление слабее, что может привести,
например, к смещению фрез и даже их выпадению из цанги в процессе
работы.
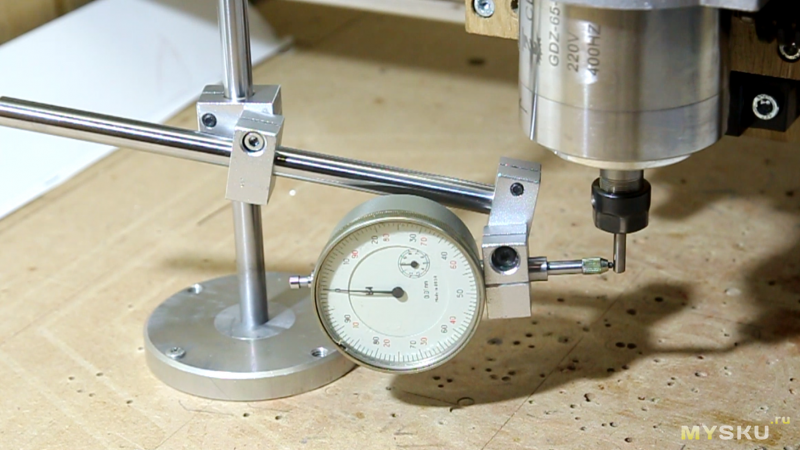
Замените цангу на новую и обязательно проверьте биение фрезы.
Проверить биение фрезы можно при помощи стойки и индикатора стрелочного типа.

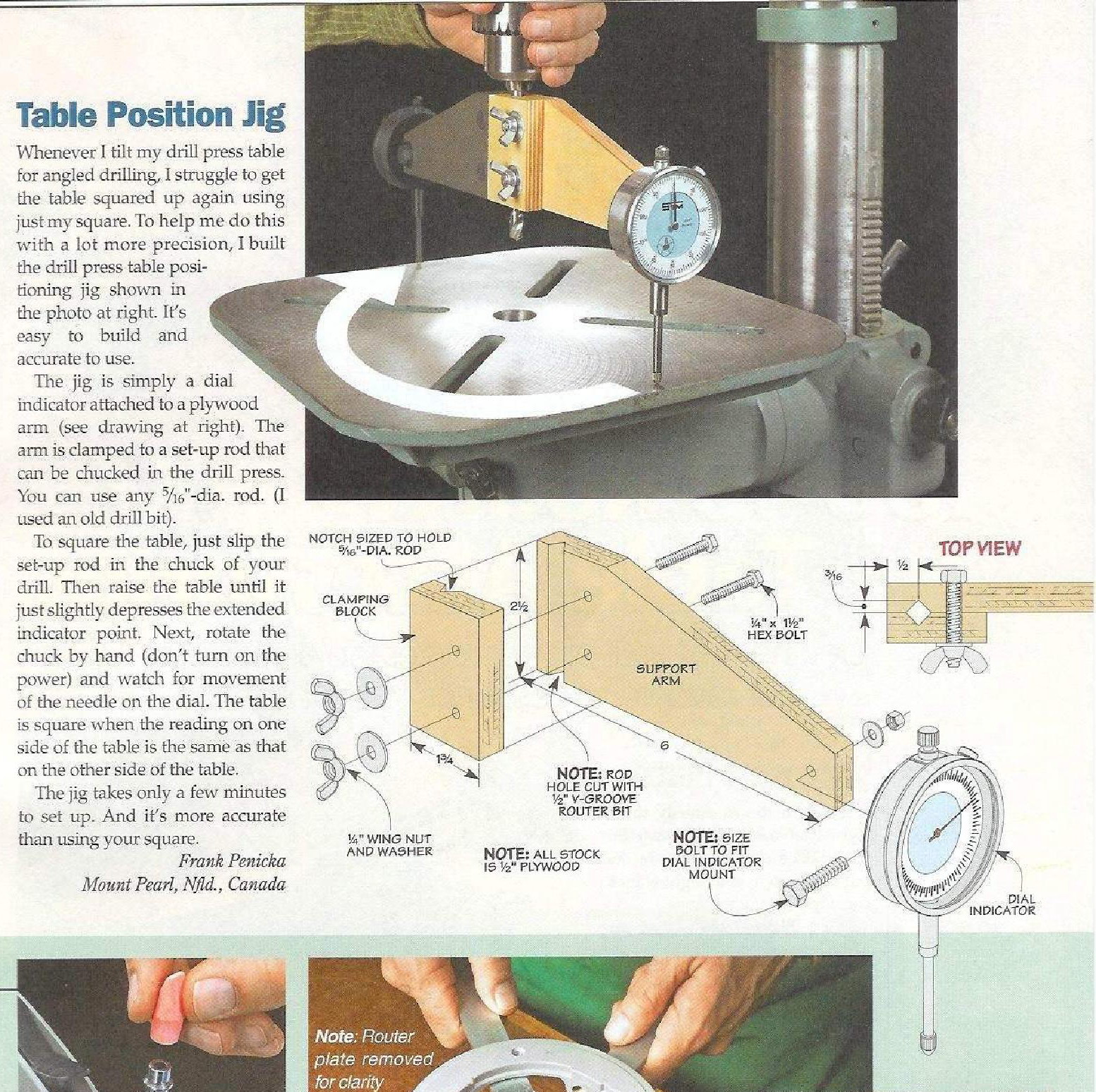
3. Крепление шпинделя не перпендикулярно столу.
Также частая причина (особенно у китайских станков), которая может приводить к ухудшению чистоты обработки, т.к. за счет не перпендикулярности крепления шпинделя фреза будет работать не всеми зубьями либо с неравномерной нагрузкой. Проверить перпендикулярность крепления шпинделя можно при помощи опять таки индикатора и нехитрого приспособления (см. рисунок ниже).
4. Низкое качество обрабатываемого материала.
Цитата Следующая причина возникновения сколов заключается в низком качестве, как самой основы, так и декоративного покрытия ЛДСП. Существует ряд производителей ламинированного ДСП, периодически выпускающих плиты на некачественной основе с плохо уплотненным верхним слоем, на который наносится ламинат. В случае если линия пропила проходит по месту, где под декоративным покрытием пустота, пусть даже микроскопическая, образуется одиночный скол или несколько сколов. И никакие ухищрения не позволят производить распил таких плит гарантированно без сколов. То же относится и к материалам со «слабым» декоративным слоем, который просто крошится при распиле, на таком покрытии появляются систематические сколы, т.е. практически на всем протяжении линии пропила, с одной или с двух сторон. В этом случае при перемещении и дальнейшей обработке также будут появляться все новые и новые сколы. |
| |
| |





